Single-lipgun drills.
EK-PCM
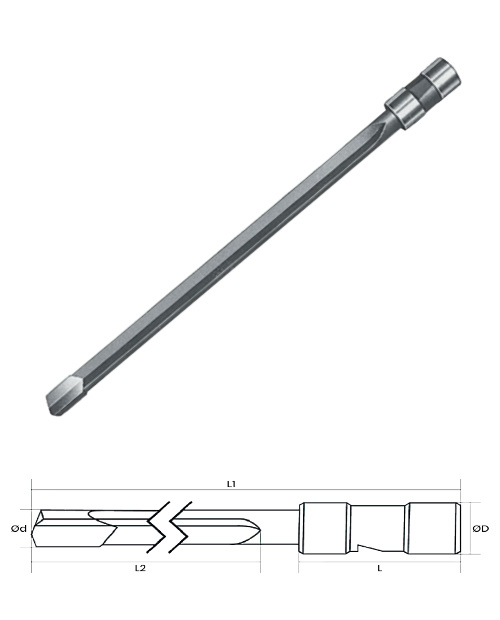
Single-lip gun drills
Ø Dt: 2,50-32,00mm •H9 •Ra=0,4-1,6μm
Characteristics
The gun drills are made up of a carbide cusp, a profiled steel pipe and a driver for securing to the chuck.
Advantages
- Highly rectilinear and concentric holes
- Good tolerance control
- Excellent surface quality (coarseness from Ra 0.4µm to 1.6µm)
- Possibility to avoid subsequent hole boring operations
The driver
The drill driver varies depending on the specific needs of the customer and on the machine used. The standard drill programme recommends a cylindrical driver (code ‘SD00’) Ø25x50mm on drills up to 1000mm and a cylindrical driver (code ‘CS00’) Ø25x70mm on drills longer than 1000mm. It is in any case always possible to request the replacement of the driver upon order placement, or to request a drill without driver to be used with an ER collet, securing it directly on the shank.
The shank
The drill shank is a steel pipe on which a ‘V’-shape groove is profiled. Its torsional resistance mechanical characteristics, a hole of the right size to ensure proper coolant flow and the ‘V’-shape groove for chip evacuation make it suitable for deep drilling.
The cusp
The cusp of the drill, in solid carbide, is slightly conical along its entire length, and its angle may vary depending on the material to be machined; this is necessary to minimise the risk of seizure.
Due to its typical longitudinal conical shape, after several re-sharpening operations the drill diameter decreases, thus affecting its tolerance.
In certain cases, the cusp can be coated with TiN, TiCN, TiAlN or other materials in order to extend its life and efficiency.